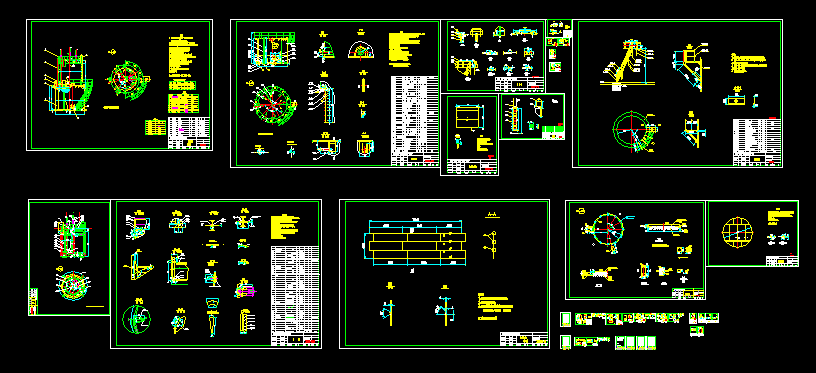
ÜŌ╣±╠ūłDcadłD╝ł ėąą¦├µĘe100m3
- ╬─╝■ĮķĮBŻ║
- įō╬─╝■×ķ dwg Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20 ĘeĘų
-
- ╝╝ągę¬Ū¾
1 ▒ŠÜŌ╣±░┤Ż©¤Æ╗»Į©402-74Ż®"Įī┘║ĖĮėĮYśŗر╩ĮÜŌ╣±╩®╣ż
╝░“×╩š░┤╝╝ągęÄ(gu©®)ĘČŻ©įćąąŻ®"▀Mąą╩®╣ż░▓čb║═“×╩š���ĪŻ
2 «öĮ©╣±Ąžģ^(q©▒)Č¼╝Š╩ę═Ōėŗ╦Ń£žČ╚Ż©Ą┌Č■╝ēŻ®Ą╚ė┌╗“Ė▀ė┌-10ĪŃCłDųą╬┤
ūó├„▓─┴Žš▀▓╔ė├A3F,╩ę═Ōėŗ╦Ń£žČ╚Ą═ė┌-10ĪŃCĢrŻ¼łDųą╬┤ūó├„▓─┴Žš▀▓╔ė├A3
3 ī¦▌åĄ─░▓čb╬╗ų├æ¬Ė∙ķ¦Ė„╦■“×╩š£y┴┐Ą─öĄ(sh©┤)ō■(j©┤)┤_Č©�Ż¼į┌╔²ĮĄ
įć“×ė^▓ņī¦▌å▀\ąąŪķør,▐Däėæ¬ņ`╗Ņ����Ż¼▓╗Ą├ėąķL▄ē����Ż¼├ō▄ēĄ╚¼F(xi©żn)Ž¾ĪŻ
4 Ž┬ī¦▌åĮø▀^╔²ĮĄįć“×║¾į┘┼cĄūŁh(hu©ón)║Ė╦└ĪŻ
5 ÜŌ╣±╦∙ėąĮī┘śŗ╝■į┌║ĖĮė═Ļ«ģ▓óĮø▀^Öz▓ķ║¾Š∙ąĶ▀MąąĘ└Ė»�Ż¼═┐┴ŽĄ─
▀xė├Ė∙ķ¦▓╗═¼Įķ┘|ė╔▀xė├å╬╬╗┤_Č©��Ż¼╗“ģóšš▒ŠŽĄ┴ąįOėŗĄ─▀xė├šf├„ųąėąĻPĮ©ūh┤_Č©ĪŻ
6 ╣▄┐┌Ż¼╚╦┐ū╝░Ę÷╠▌Ą─╬╗ų├��Ż¼Ė∙ō■(j©┤)Ė®ęĢłDĄ─╣▄┐┌ĘĮ╬╗
┤_Č©�ĪŻ╦«▓█║═ńŖšų▒┌╔ŽĄ─╚╦┐ūæ¬į┌═¼ę╗ĘĮ╬╗╔ŽŻ¼░▓╚½šų├▒Ż©dŻ®æ¬š²╠Ä
į┌│÷ÜŌ╣▄Ą─╔ŽĘĮ�Ż¼ĮėĄž░Õæ¬┼c╦∙ėą╣▄┐┌Õeķ_����Ż¼┤_Č©╣▄┐┌ĘĮ╬╗ĢrŻ¼
æ¬ū±╩žłD╩ŠĄ─įŁätŻ¼ęį├ŌĖ„╝■ŽÓ┼÷�ĪŻ
7 ńŖšų▓╔ė├╚²īėŁh(hu©ón)觜õų¼ā╔īė▓Ż┴¦▓╝Ę└Ė»��Ż¼Ųõ╦³▓┐Ęų│²õP
╠Ä└Ē║¾Ż¼═┐Ę└õPŲß╚²▒ķĪŻ
╝╝ągę¬Ū¾
1.║Ė┐p▓╔ė├ļŖ║Ė����Ż¼║ĖŚlą═╠¢J422ĪŻ║Ė┐pĮYśŗą╬╩Į│²łD«ŗ╔Žęčūó├„š▀═Ō�����Ż¼┐╔ģ󚚯©¤Æ╗»Į©601-14Ż®
ĪČ╠╝╦žõōĄ═║ŽĮ─═¤ßõō║ĖĮė╩®╣ż║═“×╩š╝╝ągęÄ(gu©®)│╠Ż©įćąąŻ®ĪĘųąų«▒ĒČ■╦∙═Ų╦]Ą─ą╬╩Į║═│▀┤ń▀Mąą���ĪŻ
╦∙ė├║Ė┐pč³Ė▀Ą╚ė┌▌^▒Ī╝■Ą─║±Č╚�����Ż¼╬┤ūó├„ķgöÓØhš▀Š∙×ķ▀B└m(x©┤)║Ė�����ĪŻ
2.╦«▓█Ąū░Õ┐╔▓╔ė├Ž╚ĮMčb│╔┤¾░ÕēKŻ¼╚╗║¾īó┤¾░ÕēKĮMčbŲüĒ����Ż¼║Ė┐pĮYśŗą╬╩ĮęŖłDųą╣Ø(ji©”)³cłD��ĪŻī”ė┌
┤¾░ÕēKĄ─ī”Įė║Ė┐pŻ¼┐╔ė├├║ė═ØB═Ėįć“×��Ż¼Öz▓ķŲõć└├▄ąį�Ż¼ī”ė┌┤¾ēK░Õ├µĄ─Ħē|░ÕĄ─ī”Įė║Ė┐p┐╔▓╔
ė├│ķšµ┐šĄ─▐kĘ©üĒÖz▓ķŲõć└├▄ąįĪŻ
3.╦«▓█Ąū░Õæ¬│╔łAÕFą╬Ž“ųąą─═╗Ų�Ż¼═╗ŲĖ▀Č╚ęŖ╗∙ĄAłD�ĪŻ
4.╝■╠¢1-6šęŲĮ║¾ė┌Ąū░Õ║Ė╦└�����ĪŻ
5.ŲĮ┼_╝µū„┐╣’LŁh(hu©ón)╬█ų«ė├�����Ż¼╣╩╗©╝yõō░Õų«ķgæ¬▓╔ė├ī”║Ė▀BĮė�����ĪŻ
6.▒┌░Õ�����Ż¼Ä¦░ÕĄ─┼┼░ÕŻ¼Ė∙ō■(j©┤)¼F(xi©żn)ł÷üĒ┴ŽŪķørøQČ©���Ż¼ė╔╩®╣żå╬╬╗│÷┼┼░ÕłDĪŻ
7.ā╚ī¦▄ē┤╣ų▒Č╚Ų½▓Ņ���Ż¼ÅĮŽ“║═ŪąŽ“Š∙▓╗Ą├│¼▀^5mmĪŻ
8.ŲõėÓŠ∙░┤Ż©¤Æ╗»Į©402-74Ż®ųąėąĻPš┬╣Ø(ji©”)▀Mąą����ĪŻ
ūóŻ║1.Ė„╣▄┐┌┤·╠¢╝░ĘĮ╬╗ęŖ┐éčb┼õłD����Ż¼┬▌ą²┼└╠▌ĘĮ╬╗ęŖ┐éčb┼õłD���ĪŻ
2.łDųą╬┤ūó├„▓─┴Ž�����Ż¼ęŖ┐éčb┼õłDųą╝╝ągę¬Ū¾2�ĪŻ
╝╝ągę¬Ū¾
1.║ĖĮė▓╔ė├ļŖ║Ė,║ĖŚlą═╠¢×ķJ422.
2.ĮŪ║Ė┐pč³Ė▀Ą╚ė┌▌^▒Ī╝■║±Č╚�����ĪŻ
3.Ę©╠m┼c┐ūĄū║±░Õų«ķgĄ─║Ė┐p▓╔ė├ķ_Ų┬┐┌Ą─å╬├µ║Ė�ĪŻ
4.M10┬▌┐ū╚▒▒┌čaÅŖ░Õ╔Žėø╠¢┐ū����Ż¼«ö║ĖĮėĮY╩°║¾Ż¼ū„┘N║Žć└├▄ąįįć“×ė├ĪŻ
5.▒┌╔ŽčaÅŖ░Õ╔Ž▓┐▀ģŠē┼cūŅÓÅĮ³Ą─ę╗Śl╚▒▒┌┐v║Ė┐pŠÓļxæ¬┤¾ė┌300mmĪŻ
ūóŻ║╬┤ūó├„▓─┴Žš▀ęŖ┐éčb┼õłDųą╝╝ągę¬Ū¾2ĪŻ
╝╝ągę¬Ū¾
1 ║ĖĮė▓╔ė├ļŖ║Ė�Ż¼║ĖŚl┼Ų╠¢×ķĮY422,╦∙ėąĮŪ║Ė┐pč³Ė▀×ķ▌^▒Ī║±Č╚�Ż¼▓ó×ķ▀B└m(x©┤)║Ė�ĪŻ
2 ą“╠¢1-10-12Ż¼1-10-15▀BĮė░Õ欎╚┼c╦«│ž▒┌║ĖĮė�Ż¼╚╗║¾į┘┼c╚²ĮŪų¦ō╬║ĖĮė����Ż¼ęį▒Ż│ųų¦ō╬╝▄╔Ž▓┐Ą─╦«ŲĮ����ĪŻ
3 ą“╠¢1-10-7ĮŪõō┼c╦«│ž╔Ž▓┐ŲĮ┼_▀ģŠēų«ĮŪõō╚”ŽÓ┼÷╠ÄŻ¼┐╔īóĮŪõō╚”öÓķ_���Ż¼╚╗║¾į┘┼cą“╠¢1-10-7║ĖĮėĪŻ
4 ┬▌ą²ą╬┼└╠▌Ą─ā╚é╚░Õ╔²ĮŪ45ĪŃ��ĪŻ
╝╝ągę¬Ū¾
1.ąĪēK░Õų«ķgĄ─ī”Įė┐pŻ©╣Ø(ji©”)³cłDA-AŻ®����Ż¼Įø├║ė═ØB═ĖĘ©Öz▓ķć└├▄ąįŻ¼║ŽĖ±║¾Ż¼▓┼Ų┤║Ė│╔š¹ēKĄū░Õ��ĪŻ┤¾ēK░Õų«ķgĦē|░ÕĄ─ī”Įė║ĖŻ©╣Ø(ji©”)³cłDB-BŻ®�����Ż¼▓╔ė├│ķšµ┐šĄ─▐kĘ©Öz▓ķć└├▄ąį���ĪŻ
2.╣▄┐┌ĘĮ╬╗┤_Č©║¾�����Ż¼į┌Ąū░Õ╔Ž═┌╚ź²RŲĮŪÕÆ▀┐ū▓┐╬╗Ą─ę╗ēK����Ż¼į┘ča║Ėę╗ēK║±Ą─╔Ž╚źŻ¼Š▀¾w│▀┤ńęŖZG200-3ĪŻ
3.Ąū░Õė╔õō░ÕŲ┤║ĖČ°│╔��Ż¼▒ŠłD╣®ģó┐╝����ĪŻ
ūóŻ║▓─┴ŽęŖ┐éčb┼õłDųą╝╝ągę¬Ū¾ĪŻ
╝╝ągę¬Ū¾
1Ż¼╦∙ėąī”Įė║Ė┐pąĶĮø▀^├║ė═ØB═Ėįć“×Öz▓ķŲõć└├▄ąį�����ĪŻ
2�Ż¼▒Š▒┌░ÕįOėŗ╬┤«ŗ╣▄┐┌ķ_┐ūŻ¼
3�Ż¼▒ŠłD│▀┤ń1500Ī┴6000Ą─õō░Õ┼┼│²│╔�Ż¼╚ńĮ©╣±
å╬╬╗¤o┤╦ęÄ(gu©®)Ė±õō░Õ�Ż¼┐╔┴Ēąą┼┼░ÕŻ¼ ▒ŠłDāH╣®ģó┐╝��ĪŻ
ūó:▓─┴ŽęŖ┐éčb┼õłDųą╝╝ągę¬Ū¾2
╝╝ągę¬Ū¾
1,║ĖĮė▓╔ė├ļŖ║ĖŚl┼Ų╠¢×ķĮY422,ĮŪ║Ė┐pč³Ė▀×ķā╔╝■ųą▌^▒Ī╝■║±Č╚
2,║ĖĮėĮYśŗ│²łDųąūó├„═Ō,ŲõėÓ░┤ĪȤÆ╗»Į©601-74ĪĘ╠╝╦žõō,Ą═║ŽĮõō║═─═¤ßõō
║ĖĮė╩®╣ż╝░“×╩š╝╝ągęÄ(gu©®)│╠(įćąą)ų«▒ĒČ■╦∙═Ų╦]Ą─ą╬╩Į║═│▀┤ń▀Mąą.
3,ī¦▄ē,┴óų∙ę╗ē|░ÕĄ─║ĖĮėŠ∙▓╔ė├ā╔├µµ£ĀŅķgöÓ║Ė,ī¦▄ē,┴óų∙┼c╔ŽŽ┬Ħ░Õ▓╔ė├ļp├µ
▀B└m(x©┤)║Ė,┴óų∙┼c▒┌░Õ▓╗║ĖĮė.
4,ī¦▄ēį╩įSŲ┤Įė,ĮėŅ^▓╔ė├ļŖ║Ė,║Ė┐p▓╗į╩įSėą┴č╝y,╗Ī┐ė,ę¦▀ģĄ╚╚▒Ž▌.
5,▒┌░ÕĖ∙ō■(j©┤)▓─┴ŽŪķørŽ┬┴Ž┼┼░Õ,ŅAŽ╚Ų┤ųŲ│╔┤¾ēK░Õ,║ĖĮė┐p▓╔ė├ī”Įė,Įø├║
ė═įć┬®,║ŽĖ±║¾į┘ĮYčbĄĮ▒┌╔Ž.
6,Ēö░Õ├┐Åł╣Ž░ÕĄ─Ų┤Įė▓╔ė├ī”Įė,Ė„╣Ž░Õų«ķg▓╔ė├┤ŅĮė,Ēö░Õ║Ė═Ļ║¾ė├ŽęķL1.5├ū
Ą─╗Īą╬śė░Õ£y┴┐ŲõŠų▓┐░╝═╣Č╚,ÅĮŽ“▓╗Ą├┤¾ė┌10mm,ŠĢ├µ▓╗Ą├┤¾ė┌15mm
7,═Ōī¦▄ē┤╣ų▒Č╚ŲõÅĮŽ“Ų½▓Ņ▓╗┤¾ė┌6mm,ŪąŽ“Ų½▓Ņ▓╗┤¾ė┌6mm
8,Ēö▀ģ░Õ║Ė┐pæ¬┼cĒö░ÕÕeķ_.
9,╚╦┐ū╝░Ę÷╠▌ĘĮ╬╗ęŖ┐éčb╝╝ągę¬Ū¾.
10,łDųą╬┤ūó├„▓─┴Žš▀,ęŖ┐éčbłD╝╝ągę¬Ū¾2
...
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


