ė═õÅŲ¹ė═ÖC(j©®)╗Ņ╚¹(CS3800-000-004)cadłD╝ł
- ╬─╝■ĮķĮBŻ║
- įō╬─╝■×ķ dwg Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®���Ż¼Ž┬▌dąĶę¬
20 ĘeĘų
-
- ╝╝ąg(sh©┤)ę¬Ū¾
╝╝ąg(sh©┤)ę¬Ū¾
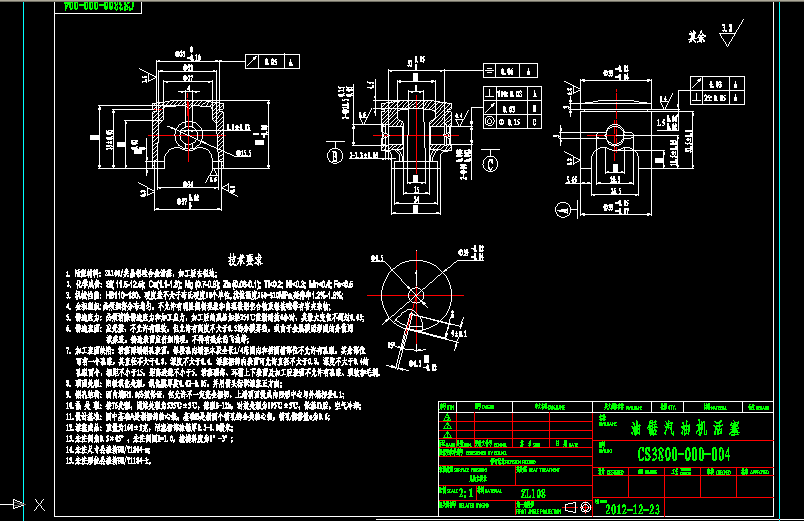
1. ╗Ņ╚¹▓─┴ŽŻ║ZL108/╣▓Š¦õX╣Ķ║ŽĮ╗Ņ╚¹Ż¼╝ė╣ż║¾╚źõJ▀ģ���Ż╗
2. ╗»īW(xu©”)│╔Ę▌Ż║Si( 11.5-12.5); Cu(1.1-1.3); Mg (0.7-0.8); Zn (0.08-0.1); Ti<0.2; Ni<0.3; Mn<0.4; Fe<0.5
3. ÖC(j©®)ąĄąį─▄Ż║HB110~130Ż¼ė▓Č╚▓Ņ▓╗┤¾ė┌▓╝╩Žė▓Č╚10éĆ(g©©)å╬╬╗,┐╣└ŁÅŖ(qi©óng)Č╚260-310MPa,čė╔ņ┬╩1.2%-1.8%;
4. ĮŽÓĮM┐Ś:▒žĒÜ╝Ü(x©¼)├▄Ęų▓╝Š∙ä“����Ż¼▓╗į╩įSėą├„’@Ų½╬÷¼F(xi©żn)Ž¾║═│÷¼F(xi©żn)ĶFõX╗»║Ž╬’╝░õXĶF╣ĶĄ╚ėą║”ŖAļs╬’;
5. ĶTįņæ¬(y©®ng)┴”Ż║▒žĒÜŽ¹│²ĶTįņæ¬(y©®ng)┴”║═╝ė╣żæ¬(y©®ng)┴”Ż¼╝ė╣ż║¾Ą─│╔ŲĘ╚ńĮø(j©®ng)250Īµųžą┬Ģr(sh©¬)ą¦4ąĪĢr(sh©¬)Ż¼ŲõūŅ┤¾ūā╗»▓╗│¼▀^0.03Ż╗
6. ĶTįņ▒Ē├µŻ║æ¬(y©®ng)╣Ōš¹���Ż¼▓╗į╩įSėą┴č╝yŻ¼Ą½į╩įSėąĖ▀Č╚▓╗┤¾ė┌0.5Ą─Ęų─ŻĮńŠĆŻ¼╗“ė╔ė┌Įī┘─ŻČ°ą╬│╔Ą─Ęų╔óŠW(w©Żng)
ĀŅ║██E��Ż¼ĶTįņ▒Ē├µæ¬(y©®ng)ūą╝Ü(x©¼)ŪÕ└Ē�����Ż¼▓╗Ą├ėąÜłėÓĄ─’w▀ģĄ╚����Ż╗
7. ╝ė╣ż▒Ē├µ╚▒Ž▌Ż║╗Ņ╚¹ā╔Č╦õN┐ū▒Ē├µ�Ż¼├┐Č╬┐ūā╚(n©©i)Č╦ų┴▒ŠČ╬╚½ķL1/4ĘČć·ā╚(n©©i)║═ō§╚”▓█▓┐╬╗▓╗į╩įSėą┐ūč█Ż¼ŲõėÓ▓┐╬╗
┐╔ėąę╗éĆ(g©©)┐ūč█Ż¼Ųõų▒ÅĮ▓╗┤¾ė┌0.8Ż¼╔ŅČ╚▓╗┤¾ė┌0.4�������Ż╗Ņ╚¹╚╣▓�?j©®)?n©©i)▒Ē├µ┐╔į╩įSų▒ÅĮ▓╗┤¾ė┌0.8Ż¼╔ŅČ╚▓╗┤¾ė┌0.4Ą─
┐ūč█ā╔éĆ(g©©)Ż¼ŽÓŠÓ▓╗ąĪė┌15����Ż¼ŠÓļx▀ģŠē▓╗ąĪė┌5��ĪŻ╗Ņ╚¹Ēö▓┐ĪóŁh(hu©ón)▓█╔ŽŽ┬▒Ē├µ╝░╝ė╣ż║¾▒Ē├µ▓╗į╩įSėą┐ūč█Īó┴č╝y║═├½┤╠�����ĪŻ
8. Ēö├µ╠Ä└ĒŻ║Ļ¢śOč§╗»╠Ä└Ē����Ż¼č§╗»─ż║±Č╚0.02-0.05Ż¼▓óė├╝²Ņ^ś╦(bi©Īo)ūR(sh©¬)╗Ņ╚¹š²ĘĮŽ“Ż╗
9. õN┐ūĮY(ji©”)śŗ(g©░u)Ż║ā╔ā╚(n©©i)Č╦R1.0▒žĒÜ▒ŻūC����Ż¼Ą½į╩įS▓╗ę╗Č©═Ļ╚½ŽÓŪąŻ¼╔ŽČ╦Ēö├µū÷│╔ā╚(n©©i)░╝ą╬ųąą─┼c═ŌČ╦ŽÓ▓Ņ0.1�Ż╗
10.¤ß ╠Ä └ĒŻ║░┤T6╠Ä└Ē���Ż¼╣╠╚█╠Ä└Ē×ķ535ĪµĪ└5Īµ�Ż¼▒Ż£ž8-12h����Ż¼Ģr(sh©¬)ą¦╠Ä└Ē×ķ195ĪµĪ└5ĪµŻ¼▒Ż£ž8h║¾��Ż¼┐šÜŌ└õģs��Ż╗
11.įO(sh©©)ėŗ(j©¼)╗∙£╩(zh©│n)Ż║łDųą╗∙£╩(zh©│n)A╩ŪųĖ╚╣▓┐▌Są─ŠĆ��Ż¼╗∙£╩(zh©│n)B╩ŪųĖā╔éĆ(g©©)õN┐ūĄ─╣½╣▓▌Są─ŠĆŻ¼õN┐ūŲ½ęŲ┴┐e×ķ0.6���Ż╗
12.╗Ņ╚¹│╔ŲĘŻ║ųž┴┐×ķ160Ī└2┐╦Ż¼╗Ņ╚¹╚╣▓┐═┐Õa║±0.5-1.0╬ó├ū��Ż╗
13.╬┤ūóĄ╣ĮŪ0.5Ī┴45ĪŃ�����Ż¼╬┤ūóĄ╣łAR=1.0�����Ż¼░╬─Żą▒Č╚×ķ1ĪŃ-3ĪŃ;
14.╬┤ūó│▀┤ń╣½▓Ņ░┤GB/T1804-m;
15.╬┤ūóą╬╬╗╣½▓Ņ░┤GB/T1184-kĪŻ
...
 ¤ßķTĻP(gu©Īn)µIį~Ż║
¤ßķTĻP(gu©Īn)µIį~Ż║


 įź╣½ŠW(w©Żng)░▓éõ 41072402000322╠¢(h©żo)
įź╣½ŠW(w©Żng)░▓éõ 41072402000322╠¢(h©żo)

