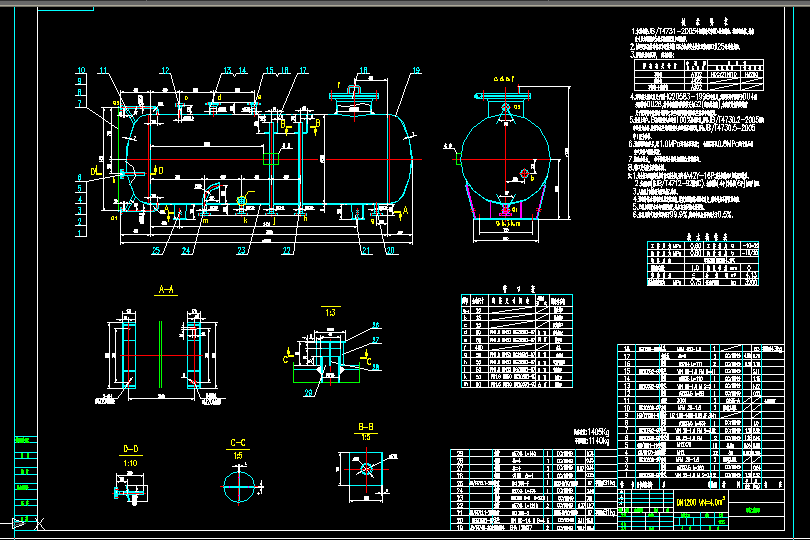
Łh(hu©ón)č§ęę═ķā”╣▐ DN1200 VN=4.0m3
- ╬─╝■ĮķĮBŻ║
- įō╬─╝■×ķ dwg Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20 ĘeĘų
-
- ╝╝ągę¬Ū¾
1Īó║ĖĮėĮėŅ^ą═╩Į╝░│▀┤ń│²łDųąūó├„═Ō░┤JB/T4735-1997╗“HG20583-1998ųąęÄ(gu©®)Č©Ż¼ī”Įė║Ė┐p×ķDU8Ż¼Įė╣▄║═Üż¾wĄ─║Ė┐p×ķG2(║Ė═Ė)Ż¼╣▐¾w┼cĄū░ÕĄ─║Ė┐p×ķT1Ż¼ĮŪ║Ė┐pĄ─║ĖĮŪ│▀┤ń░┤▌^▒Ī░ÕĄ─║±Č╚Ż¼Ę©╠mĄ─║ĖĮė░┤ŽÓæ¬Ę©╠mś╦£╩ųąĄ─ę¬Ū¾ĪŻ
2Īóā”╣▐ā╚▒┌æ¬ŲĮš¹╣Ō╗¼Ż¼ĮŪ║Ė┐p─ź│╔łAĮŪ▀^Č╔RĪ▌5mm,Įė╣▄łAĮŪ░┤HG/T20677-1990ŽÓæ¬Ą─ę¬Ū¾ĪŻ
3Īó¤oōpÖz£yæ¬░┤JB/T4735-1997ųąĄ┌15.3.5.4~10ŚlęÄ(gu©®)Č©ĪŻ
4ĪóĄū░ÕĮMčbŪ░Ż¼▒žĒÜ░┤ėąĻPłD╝łī”╗∙ĄA▀Mąą“×╩šĪŻĄū░Õ║ĖĮė║¾Ż¼ŲõŠų▓┐░╝═╣ūāą╬æ¬▓╗┤¾ė┌ūāą╬ķLČ╚Ą─2%Ż¼Ūę▓╗│¼▀^50mmĪŻĄū░ÕĄ─║Ė┐p▓╔ė├šµ┐šŽõĘ©▀Mąąų┬├▄ąįįć“ׯ¼║Ė┐p▒Ē├µ╦óĘ╩įĒ╦«Ż¼šµ┐šČ╚▓╗Ą═ė┌53kPaŻ¼║Ė┐p▒Ē├µ▓╗│÷¼F(xi©żn)ÜŌ┼▌ą╣│÷×ķ║ŽĖ±ĪŻ
5Īó╣▐čbĮMčb║ĖĮė║¾ę¬Ū¾Ż║Ė▀Č╚śOŽ▐Ų½▓Ņ×ķ50mmŻ¼┤╣ų▒Č╚╣½▓Ņ×ķ50mmŻ¼Šų▓┐░╝═╣ūāą╬æ¬ŲĮŠÅŻ¼ūāą╬æ¬<10mmĪŻ
6Īóā”╣▐õōÜż╩®╣ż═Ļ«ģ║¾Ż¼ęį▓╗Ą═ė┌5ĪŃCĄ─╦«▀Mąą│õ╦«įć“×ĪŻ│õ╦«ų┴ā”╣▐įOėŗę║╬╗Ż¼│ųē║▓╗╔┘ė┌48ąĪĢrŻ¼╣▐▒┌¤oØB┬®║═«É│Żūāą╬×ķ║ŽĖ±ĪŻ│õ╦«įć“×▒žĒÜ╩╝ĮKį┌▒O(ji©Īn)ęĢŽ┬▀MąąŻ¼▓óæ¬┼c═┴Į©īŻśI(y©©)├▄Ūą┼õ║ŽĪŻ╗∙ĄAĄ─│┴ĮĄė^£yæ¬Ę¹║ŽJB/T4735-97ųąĖĮõøEĄ─ę¬Ū¾║═15.3.7.7╣Ø(ji©”)Ą─ęÄ(gu©®)Č©ĪŻ
7Īóā”╣▐ā╚│õ╦«ų┴ā”╣▐įOėŗę║╬╗Ž┬1mĢr├▄Ūą╦∙ėąī”═ŌĮė┐┌Ż¼ķ_╩╝ŠÅ┬²│õ╦«╔²ē║Ż¼╔²ē║ų┴2.2kPaįć“×ē║┴”ĢrŻ¼╣▐Ēö¤o«É│Żūāą╬Ż¼║Ė┐p¤oØB┬®Ż¼ät╣▐Ēö?sh©┤)─ÅŖČ╚╝░ć└├▄ąįįć“×║ŽĖ±ĪŻįć“×║¾æ¬┴ó╝┤╩╣╣▐ā╚┼c┤¾ÜŌŽÓ═©ĪŻ
8Īóā”╣▐ā╚│õ╦«ų┴ā”╣▐įOėŗę║╬╗║¾Ż¼├▄ĘŌ╦∙ėąī”═ŌĮė┐┌Ż¼ė├Ę┼╦«Ę©▀Mąą╣▐Ēö?sh©┤)─ĘĆ(w©¦n)Č©ąįįć“×ĪŻįć“×Ģr權Å┬²ĮĄē║Ż¼▀_ĄĮ-0.5kPaįć“מōē║ĢrŻ¼╣▐Ēö¤o«É│Żūāą╬×ķ║ŽĖ±ĪŻįć“×║¾æ¬┴ó╝┤╩╣╣▐ā╚┼c┤¾ÜŌŽÓ═¼ĪŻ
9Īó╠▌ūėĪóŲĮ┼_Ą╚õōśŗ╝■æ¬░┤GBJ205-83<<õōĮYśŗ╣ż│╠╩®╣ż╝░“×╩šęÄ(gu©®)ĘČ>>Ą─ęÄ(gu©®)Č©ĪŻ
10ĪóįOéõųŲįņ═Ļ«ģ║¾Ż¼═Ō▒Ē├µ═┐G-615ĄūŲßĪŻ├µŲßĖ„Č■Ą└Ż╗╣▐ĄūŽ┬▒Ē├µŅAŽ╚═┐×rŪÓĘ└Ė»Ųß╚²Ą└ĪŻ
11Īóą“4ųąą─ķ_┐ū600*600ĪŻ
...
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


