Ę┤æ¬Ė¬ V-370-V-372 Rev A-2000
- ╬─╝■ĮķĮBŻ║
- įō╬─╝■×ķ dwg Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®���Ż¼Ž┬▌dąĶę¬
20 ĘeĘų
-
- ╝╝ąg(sh©┤)ę¬Ū¾
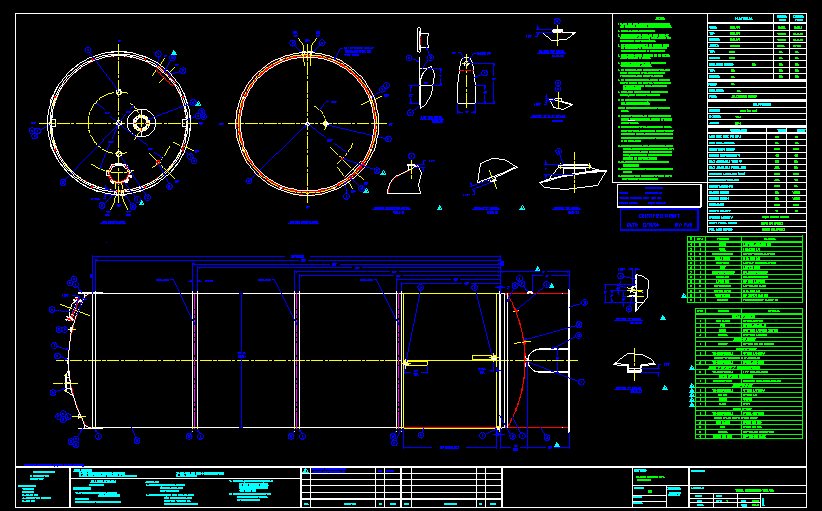
1.▒ŠįOéõ░┤GB150-1998ĪČõōųŲē║┴”╚▌Ų„ĪĘ▀MąąųŲįņ,įć“×║═“×╩š,▓óĮė╩▄ć°╝ę┘|(zh©¼)┴┐╝╝ąg(sh©┤)▒O(ji©Īn)ČĮŠųŅC▓╝ĪČē║┴”╚▌Ų„░▓╚½╝╝ąg(sh©┤)▒O(ji©Īn)▓ņęÄ(gu©®)│╠ĪĘĄ─▒O(ji©Īn)ČĮ��ĪŻ
2.║ĖĮė▓╔ė├ļŖ╗Ī║Ė�����Ż¼║ĖŚl┼Ų╠¢Ż║▓╗õPõōų«ķg▓╔ė├A232Ż¼╠╝õōų«ķgė├J422�Ż¼▓╗õPõō┼c╠╝õōų«ķgė├A302��Ż¼▓╗õPõōų«ķgĄ─║ĖĮz▓╔ė├HOCr20Ni10TiŻ¼╠╝õōų«ķgĄ─║ĖĮz▓╔ė├H08A,║ĖĮėęÄ(gu©®)│╠░┤JB/T4709-2000
3.║ĖĮėĮėŅ^ą╬╩Į╝░│▀┤ń│²łDųąūó├„═Ō�����Ż¼ŲõėÓ░┤HG20583-1998ųąęÄ(gu©®)Č©�����Ż¼ĮŪ║Ė┐pĄ─║Ė─_Ė▀Č╚░┤▌^▒Ī░ÕĄ─║±Č╚�����Ż¼Ę©╠mĄ─║ĖĮė░┤ŽÓæ¬Ę©╠mś╦£╩ųąĄ─ęÄ(gu©®)Č©ĪŻ
4.╚▌Ų„╔ŽĄ─╩▄ē║į¬╝■A�����ĪóBŅÉ║ĖĮėĮėŅ^æ¬▀MąąX╔õŠĆ¤oōpÖz£y��Ż¼Öz£yķLČ╚▓╗Ą├╔┘ė┌Ė„Śl║ĖĮėĮėŅ^ķLČ╚Ą─20%,Ūę▓╗ąĪė┌250mm�Ż¼╔õŠĆÖz£yĘ¹║ŽJB/T4730.2-2005AB╝ēęÄ(gu©®)Č©����Ż¼ó¾╝ē×ķ║ŽĖ±�����ĪŻ
5.įOéõųŲįņ═Ļ«ģ║¾���Ż¼įOéõā╚(n©©i)ęį0��Ż¼13MPa▀Mąą╦«ē║įć“×����Ż¼ŖA╠ūā╚(n©©i)ęį0.38MPa▀Mąą╦«ē║įć“×��ĪŻ╦«ē║įć“×ė├╦«Ą─┬╚ļxūė║¼┴┐æ¬▓╗┤¾ė┌25mg/L,įć“×║ŽĖ±║¾īó╦«Øn╚ź│²Ė╔ā¶��ĪŻ
6.╦∙ėą┐╔äė▓┐╝■▀\ąą▒žĒÜņ`╗ŅĪŻ
7.╣▄┐┌ų¦ū∙�����ĪóÜŌĖūĘĮ╬╗ęŖ╣▄┐┌ų¦ū∙ĘĮ╬╗łD����ĪŻ
8.ē║┴”╚▌Ų„═┐Ę¾┼c▀\▌ö░³čb░┤JB/T4711-2003ęÄ(gu©®)Č©ł╠(zh©¬)ąąĪŻ ...
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW(w©Żng)░▓éõ 41072402000322╠¢
įź╣½ŠW(w©Żng)░▓éõ 41072402000322╠¢


