乙二醇塔 T303
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
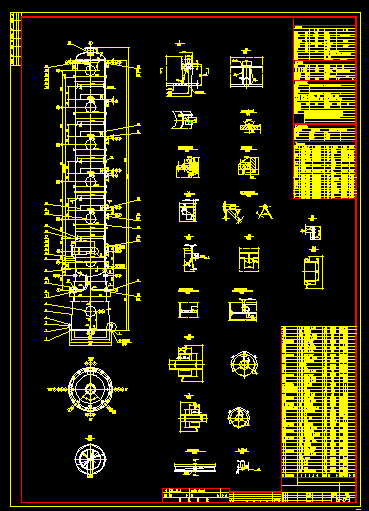
- 技術要求
1.設備的施工和驗收應符合<<工程建設標準強制性條文>>中(石油和化工建設工程部分)的相關規定.
2.本設備的焊接要求及焊接材料的選擇應符合JB/T4709-2000的規定,除注明外,碳鋼部分手工焊條應選用低氫堿性焊條.
3.受壓元件用Q345R,00Cr17Ni14Mo2鋼板應分別符合GB713-2008"鍋爐和壓力容器用鋼板"和GB/T4237-2007"不銹鋼熱軋鋼板和鋼帶"的要求.
4.本設備所用鍛件16Mn,00Cr17Ni14Mo2應分別符合JB4726,JB4728標準中II級鍛件的要求.鍛件不得拼制焊接.
5.本設備原則上整體出廠,如因運輸原因需要分段在現場組裝,則應符合分段數最少和分段位置合理的原則.并應符合HG20652-1998第6.6條要求.
6.塔體環焊縫布置應錯開內件支撐環.
7.上下封頭(件4,20)的制造,檢驗及驗收參照JB/T4746-2002的有關規定,并保證封頭的最小成型厚度滿足本圖要求.
8.筒體直線度公差為:任意3000mm長圓筒段,偏差不得大于3mm,總直線度偏差不大于18.7mm.塔體安裝垂直度公差為30mm.
9.除注明外,管法蘭螺栓孔應跨設備中心線或其平行線.
10.裙座螺栓孔中心圓直徑以及相鄰兩螺栓孔之間的弦長極限偏差為2mm.
11.現場液位計接管法蘭的密封面應在同一垂直面上,其垂直度允查應小于1mm;通過兩接管法蘭中心的垂直線間距允差應小于1.5mm;兩接管中心距允差為±1.5mm.
12.所有對接焊接接頭以及接管與筒體或封頭的焊接接頭均采用全焊透結構,除注明外,接管(包括人孔)與殼體焊接后應與殼體內表面齊平,接管內側打磨成圓角.
13.本設備碳鋼部分應進行焊后熱處理.與殼體相焊的所有構件的預焊件需在熱處理前與設備焊接.熱處理后不得施焊.
14.本設備應按JB4744-2000制備產品焊接試板.
...
乙二醇塔 T303_下載(dwg格式) 機械圖紙
主站蜘蛛池模板:
一级视频片
|
亚洲产在线精品第一站不卡
|
亚洲日本一区二区三区在线不卡
|
欧美综合一区
|
老司机永久免费网站在线观看
|
婷婷狠狠
|
欧美日韩在线播一区二区三区
|
一级a毛片免费观看久久精品
|
国产精品国产精品国产专区不卡
|
国产精品久久亚洲一区二区
|
日本黄色录像视频
|
亚洲精品视频在线观看视频
|
国产第8页|
日韩视频二区
|
911国产视频
|
99在线精品免费视频九九视
|
国内一区亚洲综合图区欧美
|
一级做a爱片久久毛片
|
国产综合精品一区二区
|
成人免费视频视频在线不卡
|
欧美毛片在线播放观看
|
一区二区午夜
|
欧美高清不卡午夜精品免费视频
|
天海翼精品久久中文字幕
|
麻豆一区二区三区四区
|
高清一级毛片
|
四虎永久在线观看视频精品
|
精品视频www
|
香蕉免费在线视频
|
在线一级毛片
|
色成年激情久久综合
|
日本99视频
|
亚洲a视频在线
|
久久久精品免费国产四虎
|
四虎影视www四虎免费
|
久久久亚洲欧美综合
|
成人久久精品一区二区三区
|
亚洲欧美综合视频
|
狠狠色综合色综合网络
|
热久久在线观看
|
99精品免费在线观看
|
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

