热久久国产精品-热久久国产欧美一区二区精品-热久久精品-热久久精品免费视频-热久久精品在线-热久久久
<td id="sw0s6"></td>
<cite id="sw0s6"></cite>
<source id="sw0s6"><strong id="sw0s6"></strong></source>
<blockquote id="sw0s6"><th id="sw0s6"></th></blockquote>
╩ūĒō
ÖCąĄłD╝ł
│╔╠ūłD╝ł
╝╝ąg╬─Ön
╬ęę¬╔Žé„
╦č╦„
Ė▀╝ē╦č╦„
┘Y┴Ž┐éöĄŻ║23475 Į±╚šĖ³ą┬Ż║0
¤ßķTĻPµIį~Ż║
╬╗ų├:
╩ūĒō
>
ÖCąĄłD╝ł
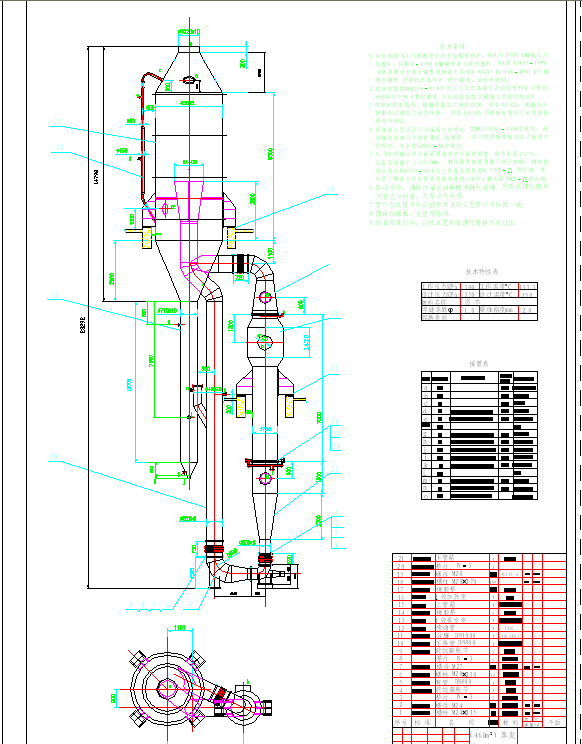
460m2š¶░l╣▐įOéõłD
╬─╝■┤¾ąĪ
Ż║ 262.1 KB
Ž┬▌d┤╬öĄ
Ż║
╬─╝■įu╝ē
Ż║
Ė³ą┬Ģrķg
Ż║2014-06-25
░l ▓╝ ╚╦
Ż║ 649829230
╬─╝■Ž┬▌dŻ║
╔Žé„Ą─╬─╝■▒╗Ž┬▌d┐╔½@Ą├ĘeĘųŻĪ
ĘeĘų┐╔Ž┬▌d┘Y┴Ž╗“š▀╠ß╚Ī╚╦├±Ä┼ŻĪ
Ctrl + d ┐╔īó▒ŠĒō├µ╝ė╚ļ╩š▓žŖA
╬─╝■ĮķĮBŻ║
įō╬─╝■×ķ dwg Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20
ĘeĘų
╝╝ągŚl╝■
1.▒ŠįOéõ░┤ĪČē║┴”╚▌Ų„░▓╚½╝╝ąg▒O▓ņęÄ│╠ĪĘĪóGB150-1998ĪČõōųŲē║┴”
╚▌Ų„ĪĘĪóGB151ŻŁ1999ĪČõōųŲ╣▄Üż╩ĮōQ¤ßŲ„ĪĘĪóGB/T 13149ŻŁ1991
ĪČŌü╝░Ōü║ŽĮÅ═║Žõō░Õ║ĖĮė╝╝ągŚl╝■ĪĘ║═GBŻ»T13148ŻŁ1991ĪČ▓╗õP
Å═║Žõō░Õ ║ĖĮė╝╝ągŚl╝■ĪĘ ▀MąąųŲįņĪóįć“×║═“×╩šĪŻ
2.¼Fł÷░▓čb░┤HGJ209ŻŁ83ĪČųąĄ═ē║╗»╣żįOéõ╩®╣ż╝░“×╩šęÄ│╠ĪĘųąęÄČ©
║═QB6003-91ĪČšµ┐šųŲ¹} ╣żśIįOéõ░▓čb╣ż│╠╩®╣ż╝░“×╩šęÄĘČĪĘĪŻ
3.║ĖĮė▓╔ė├ļŖ╗Ī║ĖŻ¼╠╝õō╗“╗∙īėų«ķgĄ─║ĖĮėŻ║║ĖŚl×ķJ422Ż╗╠╝õō┼c▓╗
õPõō╗“▀^Č╔īėų«ķgĄ─║ĖĮėŻ║ ║ĖŚl×ķA042;▓╗õPõō╗“Å═īėų«ķgĄ─║ĖĮėŻ║
║ĖŚl×ķA022ĪŻ
4.║ĖĮėĮėŅ^ą═╩Į╝░│▀┤ń│²łDųąūó├„═ŌŻ¼░┤HGJ20583ŻŁ1998ųąęÄČ©Ż╗ĮŪ
║Ė┐pĄ─║ĖĮŪ│▀┤ń░┤▌^▒Ī░Õ Ą─║±Č╚Ż╗ Ę©╠mĄ─║ĖĮė░┤ŽÓæ¬Ę©╠mś╦£╩ųą
Ą─ęÄČ©Ż╗ŲõėÓ░┤GB985ŻŁ88ųąęÄČ©ĪŻ
5.AĪóBŅÉ║Ė┐p▒žĒÜ╚½Įž├µ║Ė═Ė▓ó▀Mąą╠Įé¹Öz▓ķŻ¼╠Įé¹ķLČ╚Ī▌20Żź,
Ūę├┐Śl║Ė┐p▓╗╔┘ė┌250mmŻ¼ ╔õŠĆ╠Įé¹═Ėšš┘|┴┐▓╗Ą═ė┌AB╝ēŻ¼╔õŠĆ╠Į
é¹æ¬Ę¹║ŽJB4730ŻŁ94ĪČē║┴”╚▌Ų„¤oōpÖz£yĪĘųąRTŻŁó¾ ╝ē║ŽĖ±Ż╗š¶
░l╩ęŽ┬ÕF¾w┼cŪąŽ“╣▄ž×▀BĮė║Ė┐p▀Mąą100Żź╔õŠĆ╠Įé¹RTŻŁó¾╝ē║ŽĖ±ĪŻ
6.ųŲįņ═Ļ«ģŻ¼ŪÕ│²╬█╣Ė╚źė═ū„╦ߎ┤Ōg╗»╠Ä└ĒĪŻ╦∙ą╬│╔Ōg╗»─ż▓╔
ė├╦{³cĘ©Öz▓ķŻ¼¤o╦{³c×ķ║ŽĖ±ĪŻ
7.╣▄┐┌╝░ų¦ū∙ĘĮ╬╗æ¬░┤▒ŠłDŪę┼c╣ż╦ć╣▄┐┌ĘĮ╬╗łDę╗ų┬ĪŻ
8.═▓¾w╝ėÅŖ╚”Īóų¦ū∙¼Fł÷║ĖĪŻ
9.įOéõ░▓čb═Ļ«ģŻ¼æ¬░┤╣ż╦ć¶ķĮy▀Mąąš¹¾w╦«ē║įćē║ĪŻ
...
╬─Ön┴¶čį
╣▓ėą
Ślįušō
“×ūC┤a:
┐┤▓╗ŪÕ│■,ōQę╗éĆ
Ė³ČÓ..
Ž┬▌d┼┼ąą
1
WY22┬─Ħ╩Į═┌Š“ÖC╚½╠ūłD╝ł
2
╗Ņąį╠┐╬³ĖĮŽõ
3
3╝ēę║ē║Ėūčb┼õłD╚½╠ūłD╝ł
4
35-50▒╝ę░═Ž└ŁÖCš²╩Į«aŲĘłD
5
4-72’LÖCŽĄ┴ąłD╝ł║═ģóöĄ
6
Ė▀Ņlš±äė├ō╦«║YĪĪ╚½╠ū CAD ĪĪłD╝ł.
7
ŠWĦ▌ö╦═ÖCš¹╠ūłD╝łūį╝║š¹└Ē
8
HP70707Ė▀ē║╝ė¤ßŲ„┐éčbłD
9
QTZ63╦■Ą§╗∙ĄAįOėŗ╩®╣żłDcadįOėŗłD
10
ļp╬³ļxą─▒├KQSN350-M9-433cadłD╝łd
Ė³ČÓ..
ūŅą┬╬─Ön
1
Ė▀Ą═ē║┼õļŖŽĄĮyłD
2
Ž┤░ÕÖC
3
ą²’L│²ēm
4
äėæB▀xĘ█ÖC
5
22224ŽĄ┴ąŲżÄ¦ÖCØL═▓
6
0.8t-hø_╠ņĀtŻ©Č■┼┼┤¾ķgŠÓ╗ŅäėĀtĖū
7
0.75-4揥ūū∙CADłD╝ł
8
00£p╦┘ÖC┐éčbłDCADłD╝ł
9
0.75-4揥ūū∙CADłD╝ł
10
(└õä®╬³╚ļ╣▐)CADłD╝ł
¤ßķT╬─Ön
1
╗Ņąį╠┐╬³ĖĮŽõ
2
╗ņ║ŽÖC╚½╠ūłD╝ł
3
ņF┼┌╩®╣żłD
4
12#╦╔╩¾å╬╣▄CADłD-1.dwg
5
WY22┬─Ħ╩Į═┌Š“ÖC╚½╠ūłD╝ł
6
ŠWĦ▌ö╦═ÖCš¹╠ūłD╝łūį╝║š¹└Ē
7
šµ┐š░³čbÖCąĄ╚½╠ūłD╝ł
8
ļpō¶łAų∙²X▌å£p╦┘Ų„čb┼õłD╝łA0CADłD
9
Č■╝ēłAų∙ą▒²X▌å£p╦┘Ų„čb┼õłD╝łA1ca
10
LSS200¤o▌S┬▌ą²
460m2š¶░l╣▐įOéõłD_Ž┬▌d(dwgĖ±╩Į) ÖCąĄłD╝ł
ĻPė┌╬ęéā
|
ŠWšŠī¦║Į
|
│ŻęŖå¢Ņ}&Ä═ų·
|
├Ōž¤┬Ģ├„
|
═ČįV&Į©ūh
|
┬ōŽĄ╬ęéā
|
SiteMap
|
CopyRight 2014-2023 Š┼É█łD╝ł |
įźICPéõ2022026883╠¢-1
įź╣½ŠW░▓éõ 41072402000322╠¢
ų„šŠų®ųļ│ž─Ż░ÕŻ║
奇米色影院
|
国产手机精品一区二区
|
国产精品亚洲精品一区二区三区
|
久久99精品国产99久久6男男
|
久9久9精品视频在线观看
|
亚洲 欧美精品
|
中文字幕亚洲一区婷婷
|
中文字幕色综合久久
|
欧美性色黄大片一级毛片视频
|
天天舔天天操
|
黄视频在线观看www 黄视频在线观看网站
|
九九视频在线观看6
|
毛片在线视频观看
|
9191精品国产费久久
|
国产精品亚洲综合
|
五月婷久久
|
精品免费
|
天天干天天干天天干
|
国产99久久九九精品免费
|
国产伦精品一区二区三区在线观看
|
91热精品
|
免费看成人毛片日本久久
|
性做久久久久久久免费看
|
一级女性全黄生活片免费
|
欧美久久一区二区三区
|
99久久国产视频
|
无码免费一区二区三区免费播放
|
91亚洲国产在人线播放午夜
|
国产精品伦理一二三区伦理
|
天天夜天干天天爽
|
久久永久免费中文字幕
|
亚洲成人在线播放视频
|
国内欧美一区二区三区
|
aaa级毛片
|
中文字幕亚洲一区二区三区
|
亚洲精品视频在线看
|
97久久精品国产成人影院
|
国产精品一区二区在线观看
|
亚洲精品中文字幕区
|
国产精品久久久久久久午夜片
|
亚洲操操操
|
<dl id="22usu"></dl>
<blockquote id="22usu"></blockquote>
<abbr id="22usu"><xmp id="22usu"></xmp></abbr>
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


